
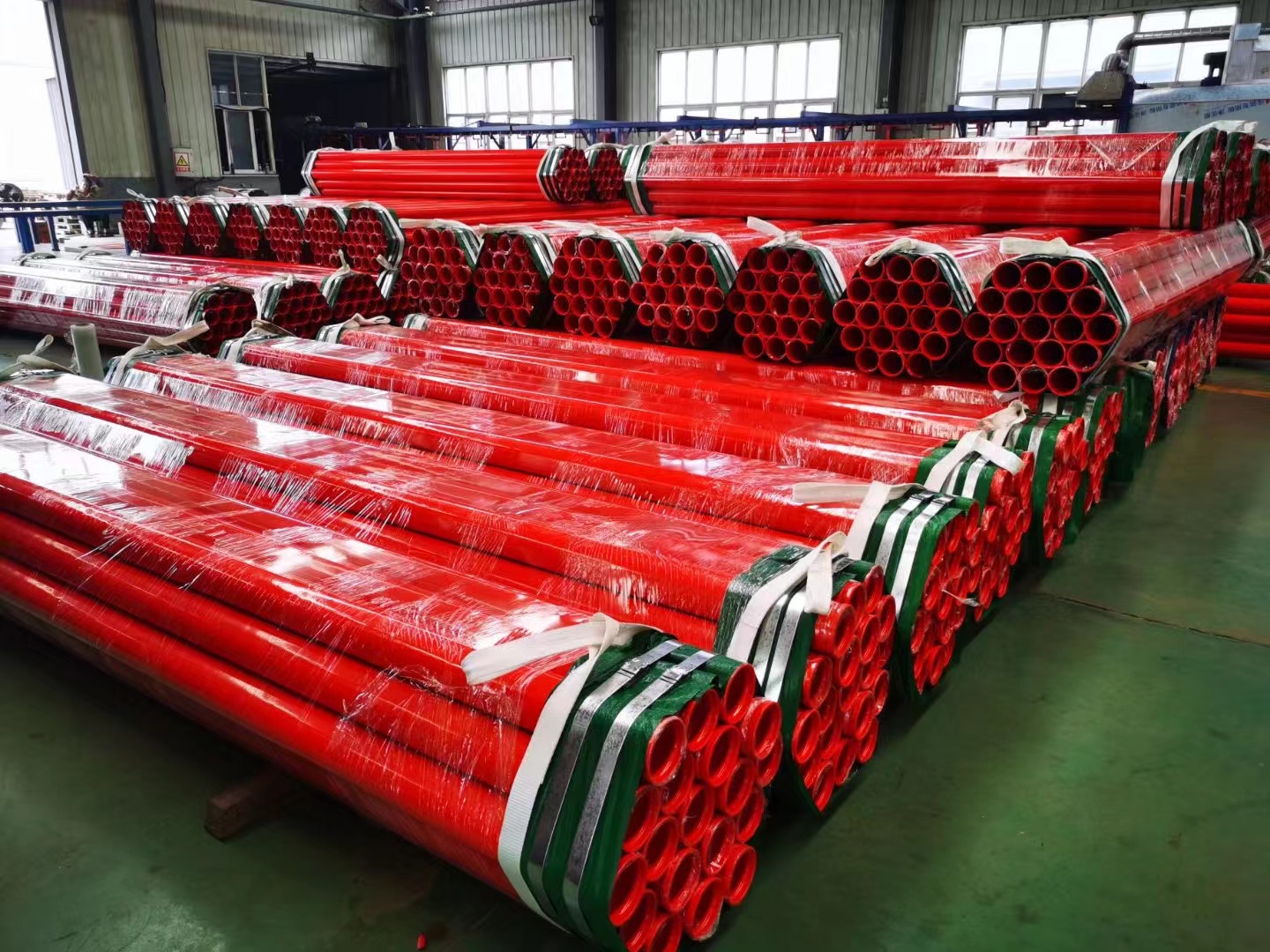

煤矿井用涂塑直缝钢管
产品分类: 矿用涂塑钢管
山西煤矿井用涂塑直缝钢管,辽宁煤矿井用涂塑直缝钢管,吉林煤矿井用涂塑直缝钢管,黑龙江煤矿井用涂塑直缝钢管,江苏煤矿井用涂塑直缝钢管,浙江煤矿井用涂塑直缝钢管,安徽
订购热线:15703170555
立即咨询产品详情
煤矿井用涂塑直缝钢管分类:
山西煤矿井用涂塑直缝钢管,辽宁煤矿井用涂塑直缝钢管,吉林煤矿井用涂塑直缝钢管,黑龙江煤矿井用涂塑直缝钢管,江苏煤矿井用涂塑直缝钢管,浙江煤矿井用涂塑直缝钢管,安徽煤矿井用涂塑直缝钢管,福建煤矿井用涂塑直缝钢管,江西煤矿井用涂塑直缝钢管,山东煤矿井用涂塑直缝钢管,河南煤矿井用涂塑直缝钢管,湖北煤矿井用涂塑直缝钢管,湖南煤矿井用涂塑直缝钢管,广东煤矿井用涂塑直缝钢管,四川煤矿井用涂塑直缝钢管,贵州煤矿井用涂塑直缝钢管,云南煤矿井用涂塑直缝钢管,陕西煤矿井用涂塑直缝钢管,广西煤矿井用涂塑直缝钢管,宁夏煤矿井用涂塑直缝钢管,新疆煤矿井用涂塑直缝钢管,内蒙煤矿井用涂塑直缝钢管,西藏煤矿井用涂塑直缝钢管,甘肃煤矿井用涂塑直缝钢管,青海煤矿井用涂塑直缝钢管

煤矿井下用环氧树脂涂层复合钢管
山西煤矿井用涂塑直缝钢管,辽宁煤矿井用涂塑直缝钢管,吉林煤矿井用涂塑直缝钢管,黑龙江煤矿井用涂塑直缝钢管,江苏煤矿井用涂塑直缝钢管,浙江煤矿井用涂塑直缝钢管,安徽煤矿井用涂塑直缝钢管,福建煤矿井用涂塑直缝钢管,江西煤矿井用涂塑直缝钢管,山东煤矿井用涂塑直缝钢管,河南煤矿井用涂塑直缝钢管,湖北煤矿井用涂塑直缝钢管,湖南煤矿井用涂塑直缝钢管,广东煤矿井用涂塑直缝钢管,四川煤矿井用涂塑直缝钢管,贵州煤矿井用涂塑直缝钢管,云南煤矿井用涂塑直缝钢管,陕西煤矿井用涂塑直缝钢管,广西煤矿井用涂塑直缝钢管,宁夏煤矿井用涂塑直缝钢管,新疆煤矿井用涂塑直缝钢管,内蒙煤矿井用涂塑直缝钢管,西藏煤矿井用涂塑直缝钢管,甘肃煤矿井用涂塑直缝钢管,青海煤矿井用涂塑直缝钢管
煤矿井下用环氧树脂涂层复合钢管
11 范围
本标准规定了煤矿井下用环氧树脂涂层复合钢管(以下简称管材)的分类、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于外径大于48mm的煤矿井下用环氧树脂涂层复合钢管,其中煤矿井下用环氧树脂涂层复合焊接钢管的公称压力不得大于1.6MPa,煤矿井下用环氧树脂涂层复合无缝钢管的公称压力不得大于最大试验压力的50%。

煤矿井用涂塑直缝钢管是一种专为煤矿井下环境设计的钢管类型,它具有直缝焊接的特点,并且表面涂覆有塑料材料。这种钢管结合了直缝钢管的强度和涂塑材料的耐腐蚀性,使其在煤矿井下的恶劣环境中表现出色。
涂塑直缝钢管的主要优势在于:
1. **高强度**:直缝钢管的结构设计使其具有较高的承压能力和抗拉强度,能够承受煤矿井下的各种复杂应力。
2. **优良的耐腐蚀性**:涂塑层能够抵抗煤矿井下的潮湿、酸碱等腐蚀因素,大大延长了钢管的使用寿命。
3. **良好的抗静电性能**:涂塑材料通常具有抗静电特性,能够有效防止瓦斯等易燃易爆气体的积聚,提高煤矿安全。
4. **易于安装和维护**:直缝钢管的设计使得安装更为简便,同时涂塑层也便于后期的维护和保养。
在煤矿井下使用涂塑直缝钢管时,同样需要注意以下几点:
* 确保钢管和涂塑材料的质量,选择符合安全标准的产品。
* 在安装过程中,避免钢管受到过大的外力冲击,以防损坏涂塑层。
* 定期对钢管进行检查,及时发现并处理涂塑层损坏、锈蚀等问题。
* 在使用过程中,避免使用化学溶剂或强酸强碱等可能对涂塑层造成损坏的物质。
煤矿井用涂塑直缝钢管的应用,不仅提高了煤矿井下的安全性能,也提升了输送流体的效率和使用寿命,是煤矿工程中不可或缺的重要材料。
12 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T14291-2006 矿山流体输送用电焊钢管
GB/T17395-2008 无缝钢管尺寸、外形、重量及允许偏差
GB/T2102-2006 钢管的验收、包装、标志和质量证明书
GB/T241-2007 金属管液压试验方法
GB/T3091-2008 低压流体输送用焊接钢管
GB/T6554-2003 电气绝缘用树脂基反应复合物 第2部分:试验方法-电气用涂敷粉末方法
GB/T8163-2008 输送流体用无缝钢管
AQ1043-2007 矿用产品安全标志标识
MT181-1988 煤矿井下用塑料管安全性能检验规范
MT558.1-2005 煤矿井下用塑料管材 第1部分 聚乙烯管材
CJ/T120-2008 给水涂塑复合钢管
CJ/T156-2001 沟槽式管接头
SY/T5037-2000 低压流体输送管道用螺旋缝埋弧焊钢管
SY/T0442-1997 钢塑管道熔结环氧粉末内涂层技术标准
GB/T9119-2000 平面、突面板式平焊钢制管法兰
GB9124-2000 钢制管法兰 技术条件
3 产品分类、型号规格
3.1 分类
管材分为环氧树脂涂层无缝钢管和环氧树脂涂层焊接钢管两种。管材为煤矿井下通用管材,主要用于煤矿井下抽放瓦斯、给排水、喷浆、正压通风、负压通风、消防等。
3.2 型号
型号标记如图1:

示例:SP(W)-T-EP-KM 295/273表示钢管材料屈服点为295MPa、公称外径为273mm、涂覆材料为环氧树脂的煤矿井下通用环氧树脂涂层复合无缝钢管。
3.3 管材长度
管材的单根长度为6m,具体长度也可据用户要求而定,其极限偏差为订货长度的(-0.5~+2)%。
3.4 管材公称外径、压力与壁厚
管材的公称外径、压力与壁厚,见表1。
4原材料
4.1钢管
用于管材生产的钢管材质、规格、尺寸应符合GB/T3091、GB/T14291、SY/T5037、GB/T8163的规定。用户可以根据需要选用,另有要求的按合同规定。
4.2环氧树脂粉末
a)用于涂敷的环氧树脂粉末,其性能应符合表2的规定。
b)环氧树脂粉末的检验项目由粉末生产厂家按每个批号进行检验,并向管材生产厂家提供检验报告。
表2 环氧树脂粉末性能
项 目
指 标
检验方法
密度 g/cm3
1.2~1.8
GB/T1033
粒度分布 %
筛上150μm≤3;筛上250μm≤0.2
GB/T6554
不挥发物含量 % ≥
99.5
GB/T6554
水平流动性 mm
22~28
GB/T6554
胶化时间 s ≤
120(200℃)
GB/T6554
冲击强度 kg•cm ≥
50
GB/T1732
4.3 法兰
两端带法兰的管材使用的钢制管法兰尺寸应符合GB/T9119或其他相应标准的要求,钢制管法兰材质应符合GB/T9124标准的要求。

4.4 钢管力学性能
用于管材生产的钢管,其纵向力学性能应符合GB/T8163-2008中5.4(表5)的规定和GB/T3091-2008中5.4(表3)的规定。
4.5 钢管的弯曲度
4.5.1 无缝钢管的弯曲度应符合表3的规定:
表3
尺寸
弯曲度
壁厚≤15mm
≤1.5mm/m
壁厚>15mm
≤2.0mm/m
外径≥351mm
≤3.0mm/m
4.5.2 焊接钢管的弯曲度应符合以下要求:
a) 公称外径不大于168mm的焊接钢管,应为使用性平直,或经供需双方协议规定弯曲度指标。
b) 公称外径大于168mm的焊接钢管,弯曲度应不大于钢管全长的0.2%。
4.6 基管加工及表面处理
4.6.1 直缝焊接钢管应清理内毛刺,内焊筋的残留高度不应大于0.5mm。
4.6.2 两端带沟槽的管材应在涂塑前对基管进行沟槽的加工,沟槽的尺寸应符合CJ/T 156标准的要求。

|
注: 1 无缝钢管采用GB/Tl7395-2008中(2)外径和壁厚(表l(系列l))规定的外径与壁厚; 2 焊接钢管采用GB/T3091—2008中附录A和SY/T5037-2000中表1规定的外径与壁厚; 3 无缝钢管由GB/T699-1999或GB/Tl591-1994中10、20、Q295、Q345牌号的钢制造,本表选用牌号为Q295,公称壁厚s≤32mm,屈服点ós(295×60%=177)177MPa计算出的结果列入相关栏内; 4 焊接钢管由GB/T700-1998中Q215A、Q215B、Q235A、Q235B和GB/Tl591-1994中Q295A、Q295B、Q345A、Q345B牌号的软钢制造,本表选用牌号为Q235A,公称壁厚s≤25.0mm,屈服点ós(235×60%=l41)141MPa计算出的结果列入相关栏内; 5 无缝钢管的公称外径也可参照GB/Tl7395-2008中(2)外径和壁厚(表2)第二系列:非标准化为主的钢管,第三系列:特殊用钢管,可经供需双方协商; 6 最大试验压力是指在保持液压试验持续时间所规定压力计所示的压力,不是允许的使用压力,用户应根据具体条件按照钢材的力学性能,合理选择安全系数,确定安全合理的使用压力值。 |
4.6.3两端带法兰的管材应在涂塑前对基管组焊法兰,组焊的相关位置和尺寸应满足以下要求:
a)法兰平面对钢管轴线成直角,角度的允许误差为±1°(见图2)。
b)每一支管材两端法兰对应的螺栓孔对同一中心线的偏移b,φ550及以下的管道,b<3mm;φ550以上的管道,b <5mm(见图3)。
c)钢管端面和法兰面之间的焊缝要修磨成圆滑过渡,圆角R≥3mm(见图4)。
图2 法兰面对钢管轴线垂直度示意图
图3 两端法兰对应螺栓孔偏移示意图
图4 焊缝修磨圆角示意图
5技术要求
5.1 外观
试样内、外涂层应光滑,没有裂痕、针孔和沾附异物等妨碍使用的缺陷,并且应具有使用性的直度。
5.2 端面垂直度
试样两端面应切割平整并与轴线垂直,端面垂直度应为90±5°,带法兰的试样,法兰的位置和尺寸应符合4.6.3的要求。
5.3 涂层厚度
试样的涂层厚度应符合表1要求。
5.4 压扁试验
对公称外径≥60mm的管材进行压扁试验,当试样被压至4/5时,试样应无裂缝、破坏且涂层不发生剥落、断裂。
5.5 液压试验
5.5.1 无缝钢管
试验压力按式(1)计算,最高压力不得超过l9MPa:
………………………………………………(1)
式中:P一试验压力,MPa;
S一钢管的公称壁厚,mm;
D一钢管的公称外径,mm;
R一允许应力,规定屈服点的60%,MPa。
在试验压力下,应保证耐压时间不少于5s,试样不得出现渗漏现象。
5.5.2 焊接钢管
试验压力应符合表4的规定,公称外径小于508mm的试样稳压时间应不少于5s;公称外径不小于508mm的试样稳压时间应不少于10s,在试验压力下,试样不得出现渗漏现象。
表4 液压试验压力值
钢管公称外径 D,mm
试验压力值,MPa
D≤168.3
3
168.3<D≤323.9
5
323.9<D≤508
3
D>508
2.5
5.6 落锤冲击
试样经落锤冲击后,10根中应有9无裂纹、无破坏且涂层不发生脱落、断裂。
5.7 附着力
不低于3级。
5.8 表面电阻性能
试样的内、外表面电阻值算术平均值不得大于l.0×106Ω。
5.9 酒精喷灯燃烧
6根试样的有焰燃烧时间的算术平均值不得大于3s,其中任何一条试样的有焰燃烧时间不得大于l0s;
6根试样的无焰燃烧时间的算术平均值不得大于20s,其中任何一条试样的无焰燃烧时间不得大于60s。
6试验方法

6.1外观
管材的内外表面质量,用目测、手感进行检验。
6.2 端面垂直度
采用角度尺在管端部至少选择三个点进行测量取其平均值。
6.3涂层厚度
a) 截取3根试样,每根试样的两端面应与轴线垂直。用精度为0.02mm的游标卡尺测量端面圆周上直交的任意四点并取其平均值,该值即为该端面的涂层厚度值。
b) 记录6个端面的涂层厚度值,计算涂层厚度的算术平均值。
6.4压扁试验
a) 从测试的管材任意位置切取长度为50±1.0mm的试样,试样两端应切割平整并与轴线垂直。
b) 在常温下将试样水平放置在试验机的上下压板之间并使试样的焊缝与压缩方向垂直,以10±5mm/min的速度压缩试样,压至试样为原来外径的4/5时立即卸压(如图5)。
图5 压扁试验
6.5液压试验
6.5.1 试验设备和仪器
参见GB/T 241-2007中的第4条款。
6.5.2 试样制备
从测试的管材任意位置切取长度≥1000mm的管段,两端应切割平整并与轴线垂直。
6.5.3 试验方法
参见GB/T 241-2007第6条款。
6.6落锤冲击试验
a) 从测试的管材任意位置切取长度为100±5mm的试样10根,试样两端面应与轴线垂直,两端面应清洁、无损伤。
b)按GB/T120-2008规定的方法,在常温下如图6所示进行冲击试验,观察涂层有无裂纹和剥离出现,此时焊缝应安置在冲击面相反的方向。落锤重量按照表5的规定。
表5
公称外径
D/mm
环氧树脂涂层
锤重 kg
落下高度 mm
>60
6.3
1000
6.7附着力试验
按CJ/T120-2008附录A的规定进行试验。
6.8表面电阻性能试验
按MT181的规定进行试验。
6.9阻燃试验
按MT181的规定进行试验。
图6 落锤冲击试验
7 检验规则
7.1 出厂检验
7.1.1 出厂检验项目见表6。
7.1.2 管材应由生产厂的质检部门检验合格后方可出厂。
7.1.3 组批、抽样与判定
a).管材的组批与抽样按表7要求。
b).每一检验项目有一件试样不合格时,须将其挑出,再取双倍试样复试,若仍有一件不合格时,则该批判为不合格。
表6 出厂检验和型式检验项目
序号
检验项目
技术要求
试验方法
出厂检验
型式检验
1
外 观
5.1
6.1
√
√
2
端面垂直度
5.2
6.2
√
-
3
涂层厚度
5.3
6.3
√
√
4
压扁试验
5.4
6.4
-
√
5
液压试验
5.5
6.5
-
√
6
落锤冲击
5.6
6.6
-
√
7
附着力试验
5.7
6.7
-
√
8
表面电阻
5.8
6.8
√
√
9
酒精喷灯
5.9
6.9
√
√
注:"√"表示进行检验,"-"表示不进行检验。
7.2 型式检验
7.2.1 有下列情况之一时应进行型式检验:
a) 新产品生产或者产品转厂生产时;
b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
c) 产品停产达一年以上,恢复生产时;
d) 正常生产满两年时;
e) 出厂检验结果与上次型式检验有较大差异时;
f) 国家质量监督机构提出进行型式检验要求时;
表7
检验项目
取样数量
组 批
涂层表面质量
逐根检验
涂层厚度
每批2根
同一公称口径的每250根为一批,余数部分作为另一批
导电性试验
阻燃试验
每批1根
公称口径小于等于50mm的每2000根为一批,余数部分作为另一批。公称口径大于等于65mm的1000根为一批,余数部分作为另一批。
涂层附着力试验
压扁试验
冲击试验
7.2.2 检验项目见表7。
7.2.3 抽样及判定按7.1.3的规定执行。
8 标志、包装、运输、贮存
8.1 标志
12.1.1 每根管材表面均要有清晰的标志,标志应包括以下内容:
a) 安全标志标识及编号;(安全标志标识的使用应符合AQ1043-2007的规定)
b) 生产厂名称;
c) 公称外径;
d) 产品用途代号;
e) 生产日期;
f) 公称压力;
g) 材料等级。
采购:煤矿井用涂塑直缝钢管
* 表示必填
推荐产品
-
 涂塑钢管
涂塑钢管规格分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管,
涂塑钢管
涂塑钢管规格分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管, -
 涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所
涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所 -
 国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国
国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国 -
 内外涂塑钢管
民用系列篇 第一种《给排水系统复合钢管》 给排水系统复合钢
内外涂塑钢管
民用系列篇 第一种《给排水系统复合钢管》 给排水系统复合钢 -
 内外涂塑直缝钢管
**内外涂塑钢管技术文档** 一、材料特性 内外涂塑钢管是一种在
内外涂塑直缝钢管
**内外涂塑钢管技术文档** 一、材料特性 内外涂塑钢管是一种在 -
 内外涂塑无缝钢管
**内外涂塑无缝钢管** 一、概述 内外涂塑无缝钢管是一种结合了
内外涂塑无缝钢管
**内外涂塑无缝钢管** 一、概述 内外涂塑无缝钢管是一种结合了 -
 内外涂塑螺旋钢管
内外涂塑螺旋钢管是一种结合了钢管的强度和塑料涂层的耐腐蚀
内外涂塑螺旋钢管
内外涂塑螺旋钢管是一种结合了钢管的强度和塑料涂层的耐腐蚀 -
 矿用涂塑钢管
矿用涂塑直缝钢管 从市场经营情况看,上半年钢材市场经营情况
矿用涂塑钢管
矿用涂塑直缝钢管 从市场经营情况看,上半年钢材市场经营情况 -
 给水涂塑钢管
给水涂塑钢管,河北给水涂塑钢管,山西给水涂塑钢管,辽宁给
给水涂塑钢管
给水涂塑钢管,河北给水涂塑钢管,山西给水涂塑钢管,辽宁给 -
 国标给水涂塑钢管
国标给水涂塑钢管,广东国标给水涂塑钢管,海南国标给水涂塑
国标给水涂塑钢管
国标给水涂塑钢管,广东国标给水涂塑钢管,海南国标给水涂塑 -
 聚乙烯涂塑直缝钢管
**聚乙烯涂塑直缝钢管技术文档** 一、产品概述 聚乙烯涂塑直缝
聚乙烯涂塑直缝钢管
**聚乙烯涂塑直缝钢管技术文档** 一、产品概述 聚乙烯涂塑直缝 -
 化工用内外涂塑钢管
化工用内外涂塑钢管详细解析 一、产品概述 化工用内外涂塑钢
化工用内外涂塑钢管
化工用内外涂塑钢管详细解析 一、产品概述 化工用内外涂塑钢