
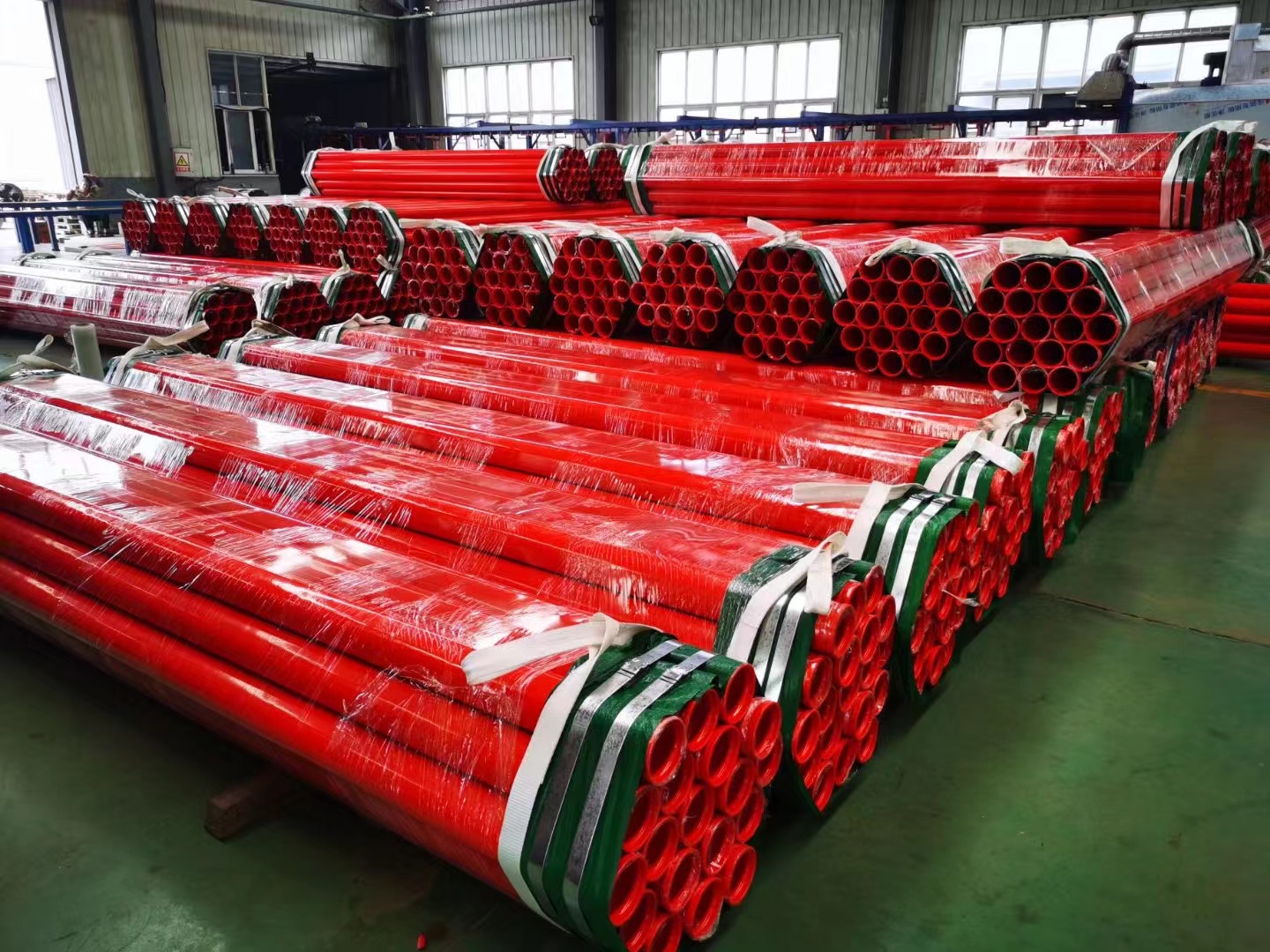
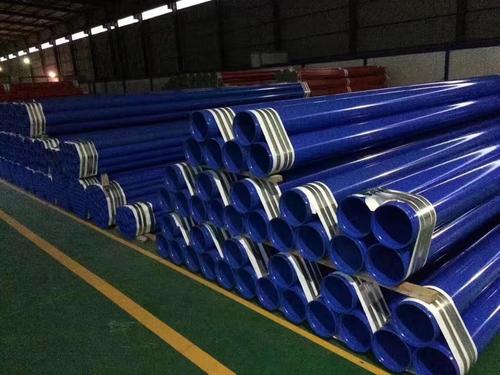




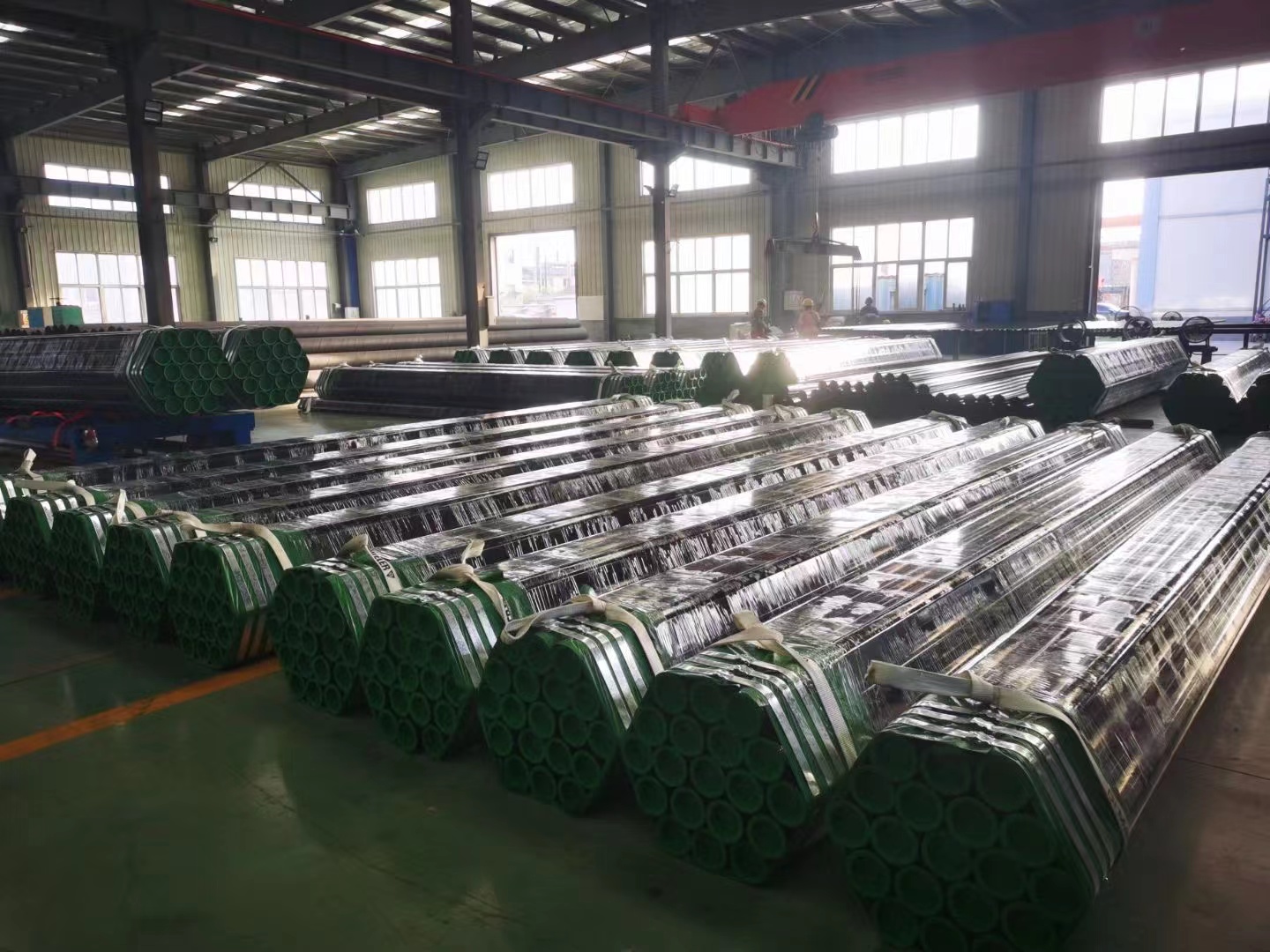
涂塑钢管
产品分类: 涂塑钢管
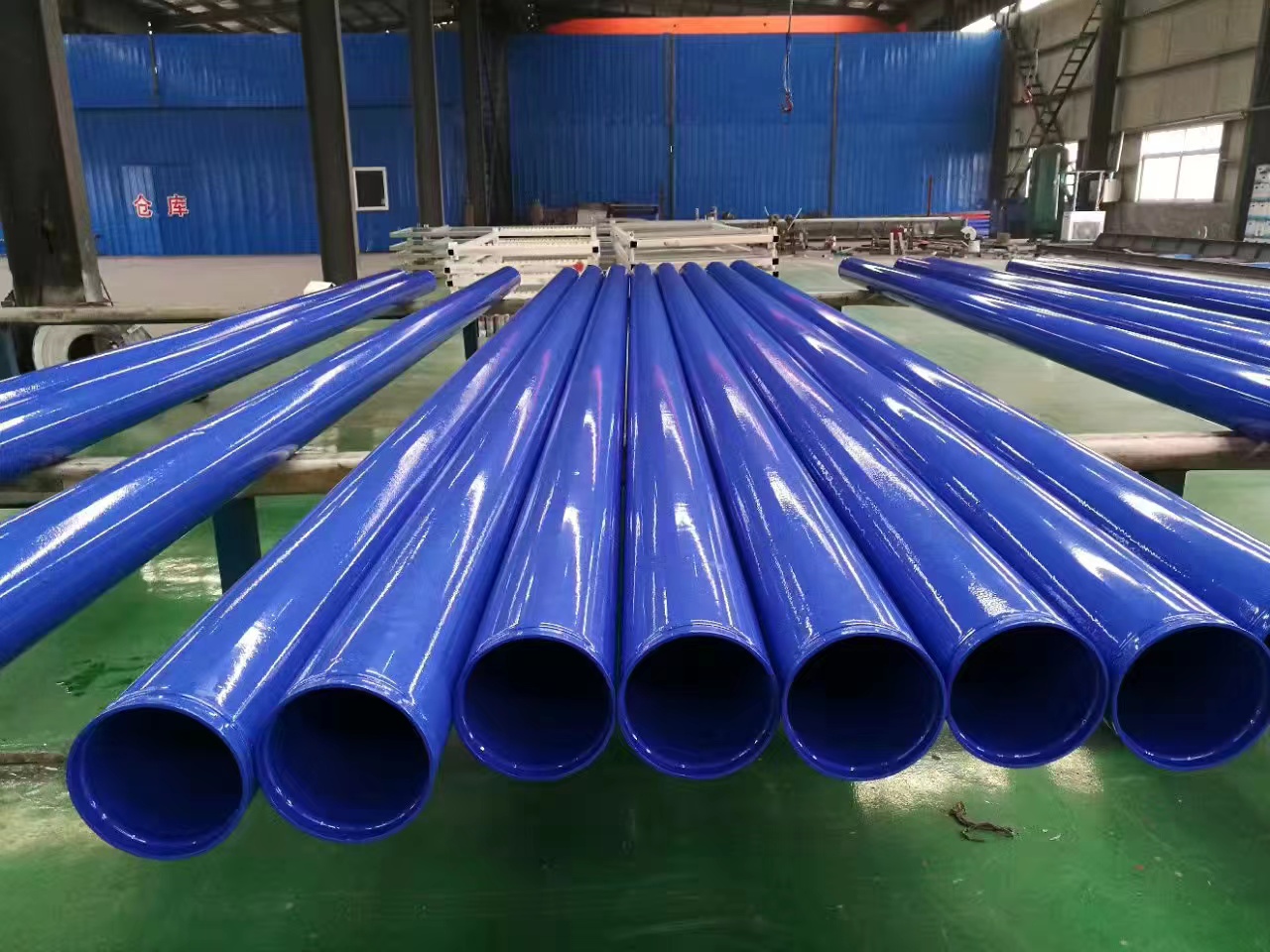
涂塑钢管规格分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管,DN50涂塑钢管,DN60涂塑钢管,DN70涂塑钢管,DN80涂塑钢管,DN100涂塑钢管,DN125涂塑钢管,DN150涂塑钢管,DN165涂塑钢管,DN200涂塑钢
订购热线:15703170555
立即咨询

涂塑钢管施工程序应符合下列要求:
(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;
(2)涂塑钢管管道安装中禁止进行焊接;
(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;
(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;

(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
涂塑钢管施工、安装要点
1、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。
2、涂塑钢管应选用下列施工机具:
(1)切割应采用金属锯切割;
(2)压槽应采用专用滚槽机;
(3)弯管应采用弯管机冷弯;
(4)套丝应采用电动套丝机进行管螺纹加工;
(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;
(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。
3、涂塑钢管施工程序应符合下列要求:



(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;
(2)涂塑钢管管道安装中禁止进行焊接;
(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;
(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;
(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
-
 涂塑钢管
涂塑钢管规格分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管,
涂塑钢管
涂塑钢管规格分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管, -
 涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所
涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所 -
 国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国
国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国 -
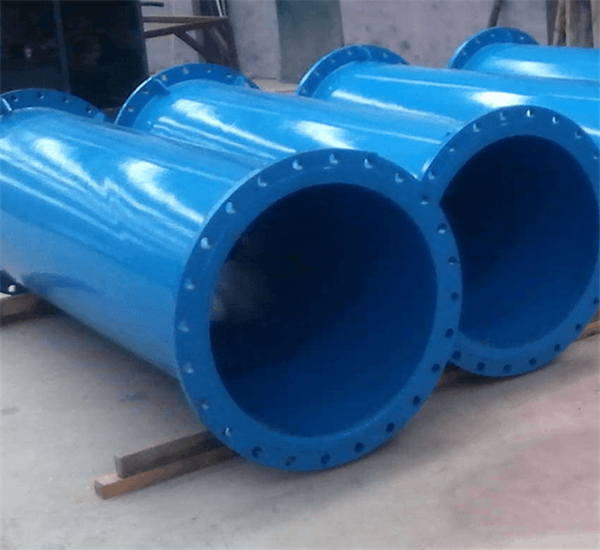
 内外涂塑钢管
民用系列篇 第一种《给排水系统复合钢管》 给排水系统复合钢
内外涂塑钢管
民用系列篇 第一种《给排水系统复合钢管》 给排水系统复合钢 -
 内外涂塑直缝钢管
**内外涂塑钢管技术文档** 一、材料特性 内外涂塑钢管是一种在
内外涂塑直缝钢管
**内外涂塑钢管技术文档** 一、材料特性 内外涂塑钢管是一种在 -
 内外涂塑无缝钢管
**内外涂塑无缝钢管** 一、概述 内外涂塑无缝钢管是一种结合了
内外涂塑无缝钢管
**内外涂塑无缝钢管** 一、概述 内外涂塑无缝钢管是一种结合了 -
 内外涂塑螺旋钢管
内外涂塑螺旋钢管是一种结合了钢管的强度和塑料涂层的耐腐蚀
内外涂塑螺旋钢管
内外涂塑螺旋钢管是一种结合了钢管的强度和塑料涂层的耐腐蚀 -
 矿用涂塑钢管
矿用涂塑直缝钢管 从市场经营情况看,上半年钢材市场经营情况
矿用涂塑钢管
矿用涂塑直缝钢管 从市场经营情况看,上半年钢材市场经营情况 -
 给水涂塑钢管
给水涂塑钢管,河北给水涂塑钢管,山西给水涂塑钢管,辽宁给
给水涂塑钢管
给水涂塑钢管,河北给水涂塑钢管,山西给水涂塑钢管,辽宁给 -
 国标给水涂塑钢管
国标给水涂塑钢管,广东国标给水涂塑钢管,海南国标给水涂塑
国标给水涂塑钢管
国标给水涂塑钢管,广东国标给水涂塑钢管,海南国标给水涂塑 -
 聚乙烯涂塑直缝钢管
**聚乙烯涂塑直缝钢管技术文档** 一、产品概述 聚乙烯涂塑直缝
聚乙烯涂塑直缝钢管
**聚乙烯涂塑直缝钢管技术文档** 一、产品概述 聚乙烯涂塑直缝 -
 化工用内外涂塑钢管
化工用内外涂塑钢管详细解析 一、产品概述 化工用内外涂塑钢
化工用内外涂塑钢管
化工用内外涂塑钢管详细解析 一、产品概述 化工用内外涂塑钢